7*24小時服務熱線:
13720213737
全(quán)國免(miǎn)費電話:400-88-22220
7*24小時服務熱線:
13720213737
全(quán)國免(miǎn)費電話:400-88-22220
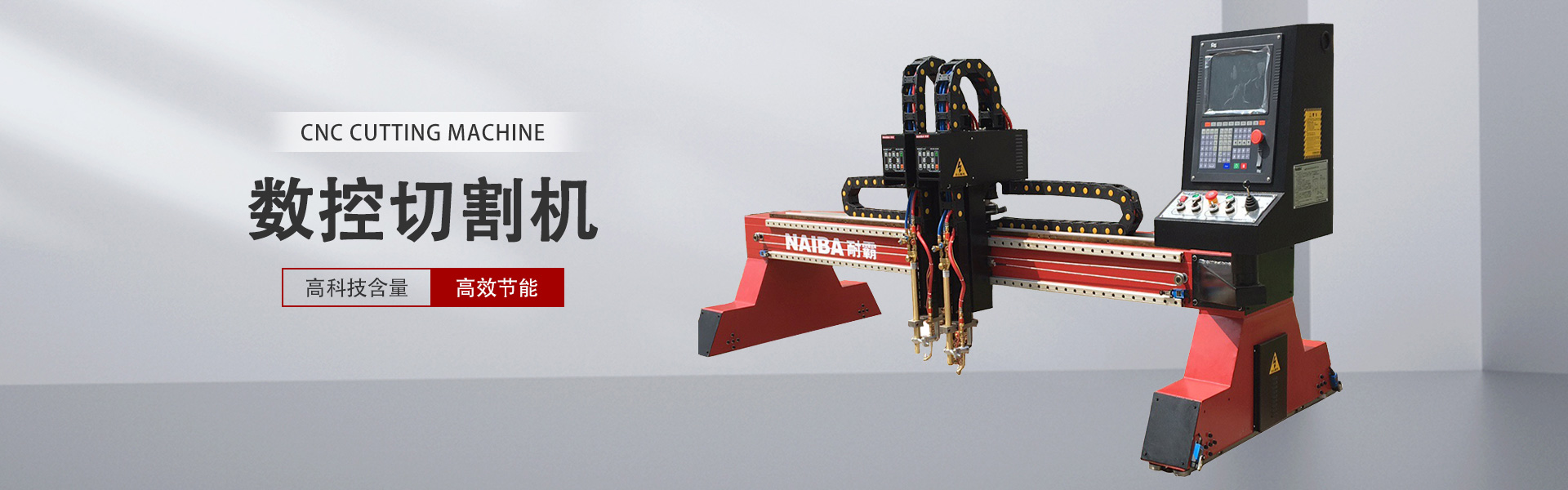

數控火焰切割機在下料過程中,會遇到火焰不穩定的情況發生,主要有以下幾點原(yuán)因:
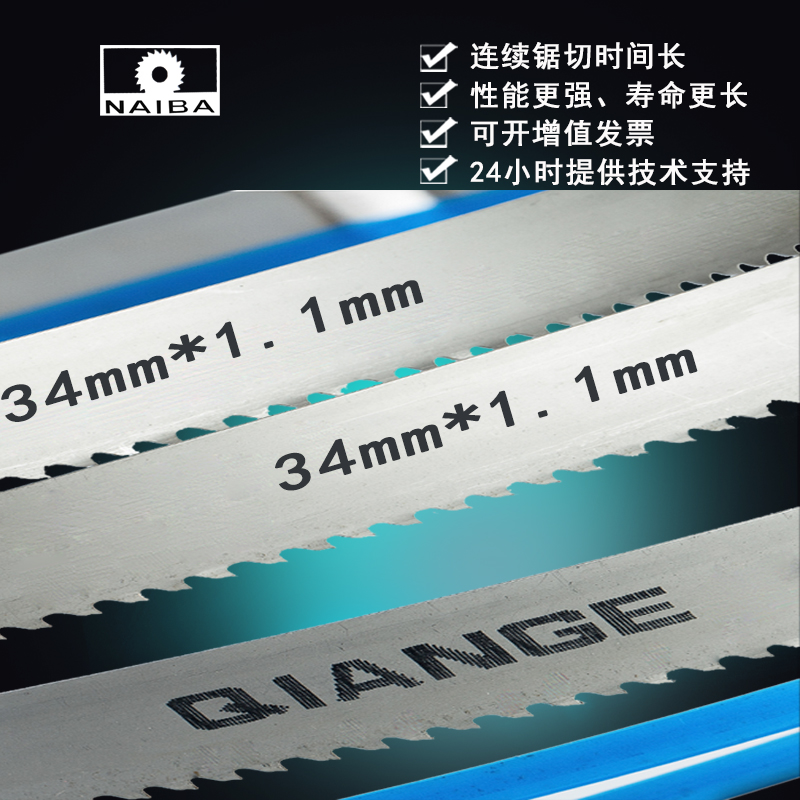
鋸(jù)床兩個導向臂之間的間距(jù)應適當,一般比被切削材料的寬度大6-10厘米為宜,以(yǐ)確保切割(gē)過程的穩定性和精度。這樣(yàng)可以確保金屬帶鋸條在切割過程中(zhōng)有足夠的空間進行自由調整,避免因應力作用導致的鋸條開裂或斷帶。
數控火焰切割機切(qiē)割金屬鋼板時(shí)切不穿原因,無外乎切割機參數及火焰割嘴、氣體壓力,速度設置等方麵(miàn)的(de)問題,武漢耐霸為(wéi)您整理以下幾點原因:
在使用數控等離子切割(gē)機過程中,會遇到切不穿金屬材料,導致這一問題(tí)的原因有以下幾點:
雙金屬帶鋸條焊接牢(láo)固(gù)與否,主要有以下幾點標準:
鋁材切割機,是一種專門用來鋸切鋁(lǚ)材的機械(xiè)設備,包括(kuò)半自動(dòng)切鋁機和全自動或數控鋁切機。
很多(duō)用戶在使用雙金屬帶鋸(jù)條過程中,會(huì)遇到鋸條斷裂,帶鋸條斷裂的原因包(bāo)括材質(zhì)和硬度、切割速度(dù)和壓力、使用壽命和維護情況、厚度選擇(zé)不當、張度過大、帶輪磨損、進給量過大、導向塊與(yǔ)鋸條間隙偏移、張緊力太大、焊接部位不良等(děng)。
很多用戶反饋,說在使用帶鋸床過程(chéng)中,經常會出現鋸切材(cái)料歪斜,接下來武漢耐霸就(jiù)為您講解具體原因及解決(jué)方法:
一條(tiáo)沒有(yǒu)磨合或沒有磨合好的雙(shuāng)金屬帶鋸條的使用壽命是一條磨合(hé)好的帶鋸(jù)條的1/3或更少。
服務熱線:13720213737 (微信同號) 400-88-22220
聯係電話:027-87941888
工作時間:周一到周五 09:00 - 18:00
24小(xiǎo)時服務(wù)熱線:
13720213737